以下是:气缸绗磨管大厂家售后无忧的产品参数
| 最小起订 | 1公斤 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20#/45#/16Mn |
|---|
| 产品品牌 | 九冶 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 定制 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 有色金属 |
|---|
| 质保时间 | 1个月 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 机械加工/液压 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 正品 |
|---|
| 颜色 | 有色金属 |
|---|
| 材质 | 20#/45#/16Mn/Q345B/304不锈钢 |
|---|
| 厂家地址 | 山东聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 可加工 |
|---|
导读 气缸绗磨管大厂家售后无忧,河南省漯河市安达液压机械有限公司为您提供气缸绗磨管大厂家售后无忧,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,请联系河南省漯河市安达液压机械有限公司,发货地:聊城辽河路燕山路交叉口南500米东首发货到漯河。 河南省,漯河市 1986年1月,漯河市由县级市升格为省辖市。漯河市是全国经济体制综合改革试点城市、河南省办内陆特区,中部地区具有影响力和辐射力的商贸物流中心。是重要的交通枢纽城市,自古就是商埠重镇、水旱码头,漯河港的建成复航,构成了全省重要的水运、公路、铁路多式联运网络。“十字形”高铁、“井字形”高速立体交汇,河南省首条西部陆海新通道漯河—北部湾港—泰国(林查班)国际班列常态化开行,漯河港成为郑州都市圈南部出海口,是河南省第二大快递物流分拨转运节点城市。境内拱桥鼻祖小商桥创造了中华拱桥的典范。漯河还是国家园林城市、全国绿化模范城市、国家森林城市、中国特色魅力城市。
<漯河>九冶管业有限公司自成立以来,紧密依托大平台,按照“专业化、规范化、市场化”的经营原则,坚持“差异化竞争、精细化营销、专业化经营、集约化发展”的市场策略,拓展漯河绗磨油缸管业务,为客户提供全面、优质、高效的服务,与客户共同兴业、共同成长。



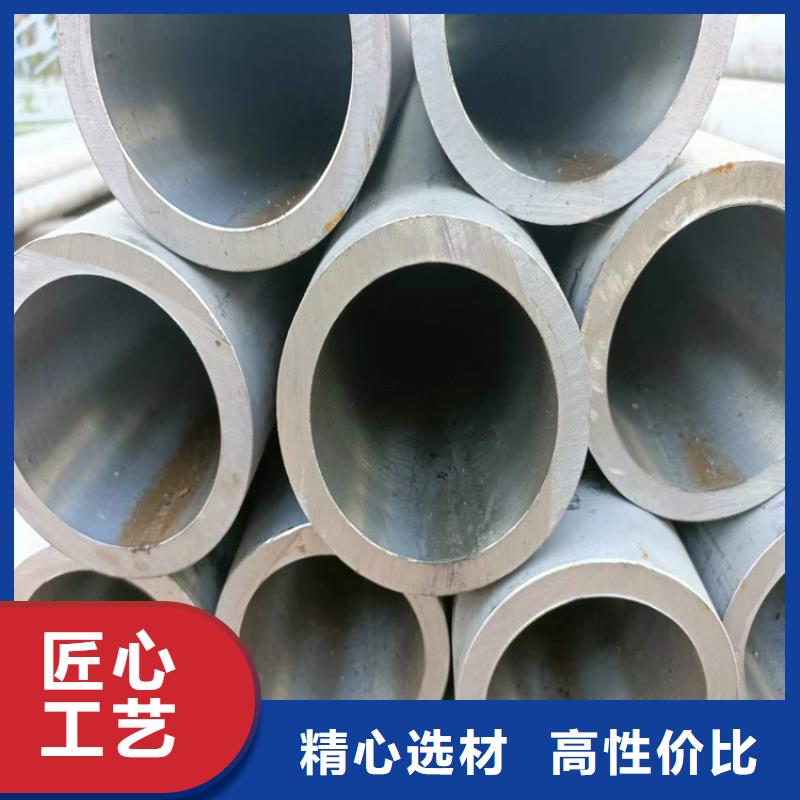
漯河珩磨管油缸管绗磨管很多钢管的偏心都是这个时候产生的,所以严格控制这穿孔环节 十分重要。精轧钢管 冷拔钢管 由于穿孔的原因 也会产生偏心问题:任何破坏由轧辊、顶头、导板三者形成的变形区几何形状正确性的因素,都将使毛管壁厚不均加剧。(1)顶头。①顶头的形状设计,理想的顶头辗轧锥应与轧辊出口锥平行,如果按照传统的马特维也夫公式设计顶头,其顶头的辗轧锥与轧辊的出口锥是不平行的,金属在这样一个逐渐扩大的间隙内变形,势必造成管壁辗轧不充分而导致毛管壁厚不均,而且,随送进角的增大毛管壁厚不均更加严重;②由于顶杆的刚度不够,在穿孔过程中产生弯曲,使顶头不能保持对中位置,从而使穿出的毛管壁厚不均;(2)导板。①导板距过大,在穿孔过程中是依靠导板的限制作用来保持穿孔中心线的,导板距大,顶头在上下位置变化大,使顶头不稳定,导致毛管壁厚不均。②上、下导板的不均匀磨损也会加剧壁厚不均程度。(3)轧辊。
①轧辊中心线偏斜:在生产过程中,由于穿孔机两侧压下螺丝安装不正确,或由于螺纹和轴承磨损而使两辊间轴向发生水平偏斜,两个轧辊的送进角不一致使变形区发生畸变而导致壁厚不均。
滚压管

漯河气缸绗磨管大厂家售后无忧
总结 您是想要在河南省漯河市采购高质量的气缸绗磨管大厂家售后无忧产品吗?河南省漯河市安达液压机械有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的气缸绗磨管大厂家售后无忧产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:高经理-17706353138,QQ:3573482096,地址:《辽河路燕山路交叉口南500米东首》。